Guillotining
The term ”guillotining” describes shearing with two straight knives, of which the movable upper knife is inclined, with a rake angle α 0, compared to the fixed lower knife. (Fig- ure 1.1). The sheet is clamped on the lower knife by a down-holder. When the inclined upper knife is forced downwards, with a small clearance (1%-25% of the sheet thickness) between the knives, the sheet is cut progressively from one end to the other. Ignoring the start and the end of the cut, this can be seen as a stationary process. This becomes clear when the dotted box in Figure 1.1 is followed during the process.
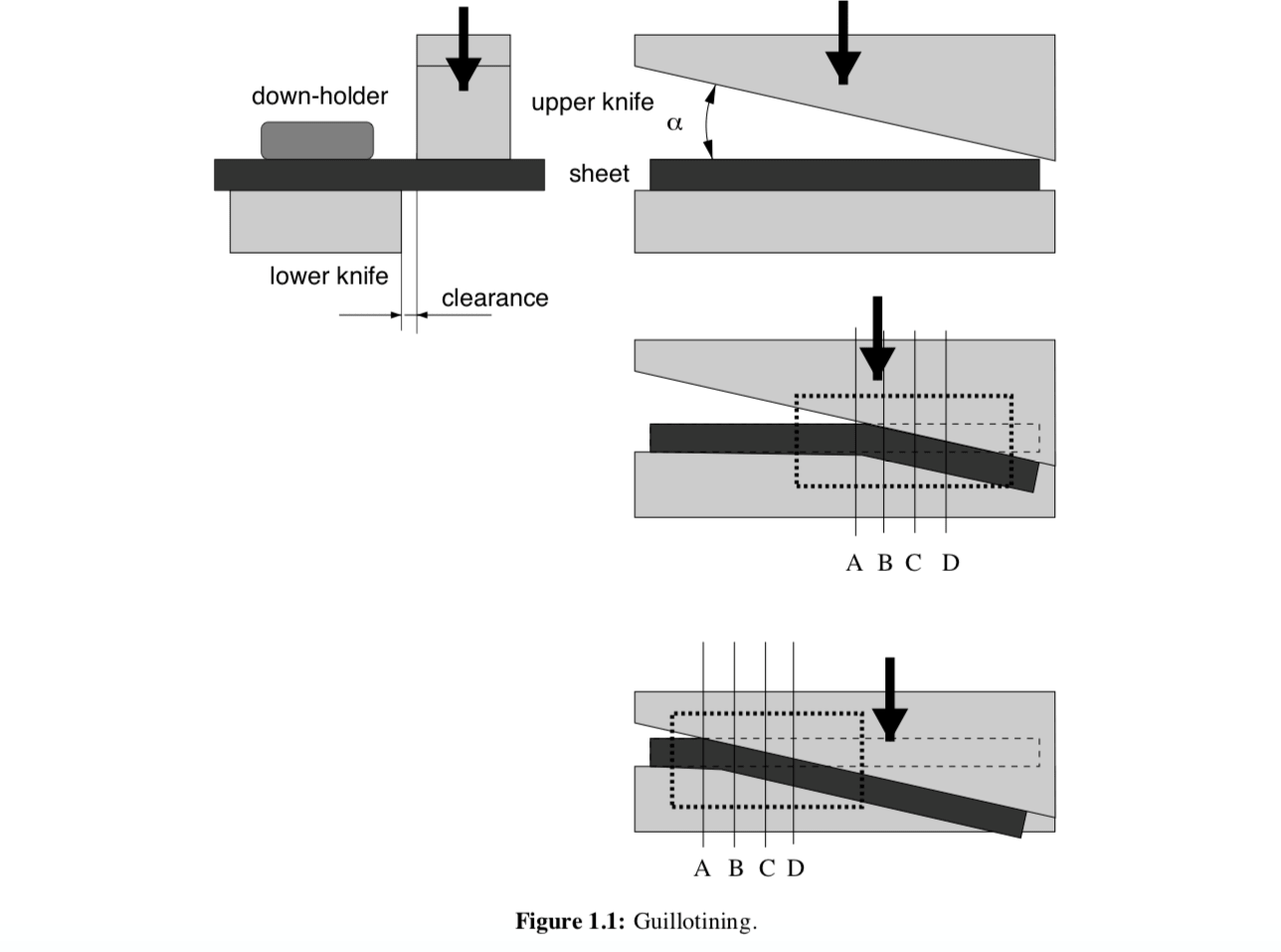
During the downward motion of the upper knife several phases can be distinguished, which are illustrated in pictures A to D in Figure 1.2.
These phases are found next to each other at the same time in guillotining (lines A to D in Figure 1.1). The assumption of a stationary process becomes invalid in the case of orthogonal shearing (shearing with parallel knives, α=0), when the sheet is cut all at once and the phases A to D are sequentially passed. The mentioned phases of shearing can be recognised in the schematic view of the shape of a sheared edge in Figure 1.3 and are explained next.
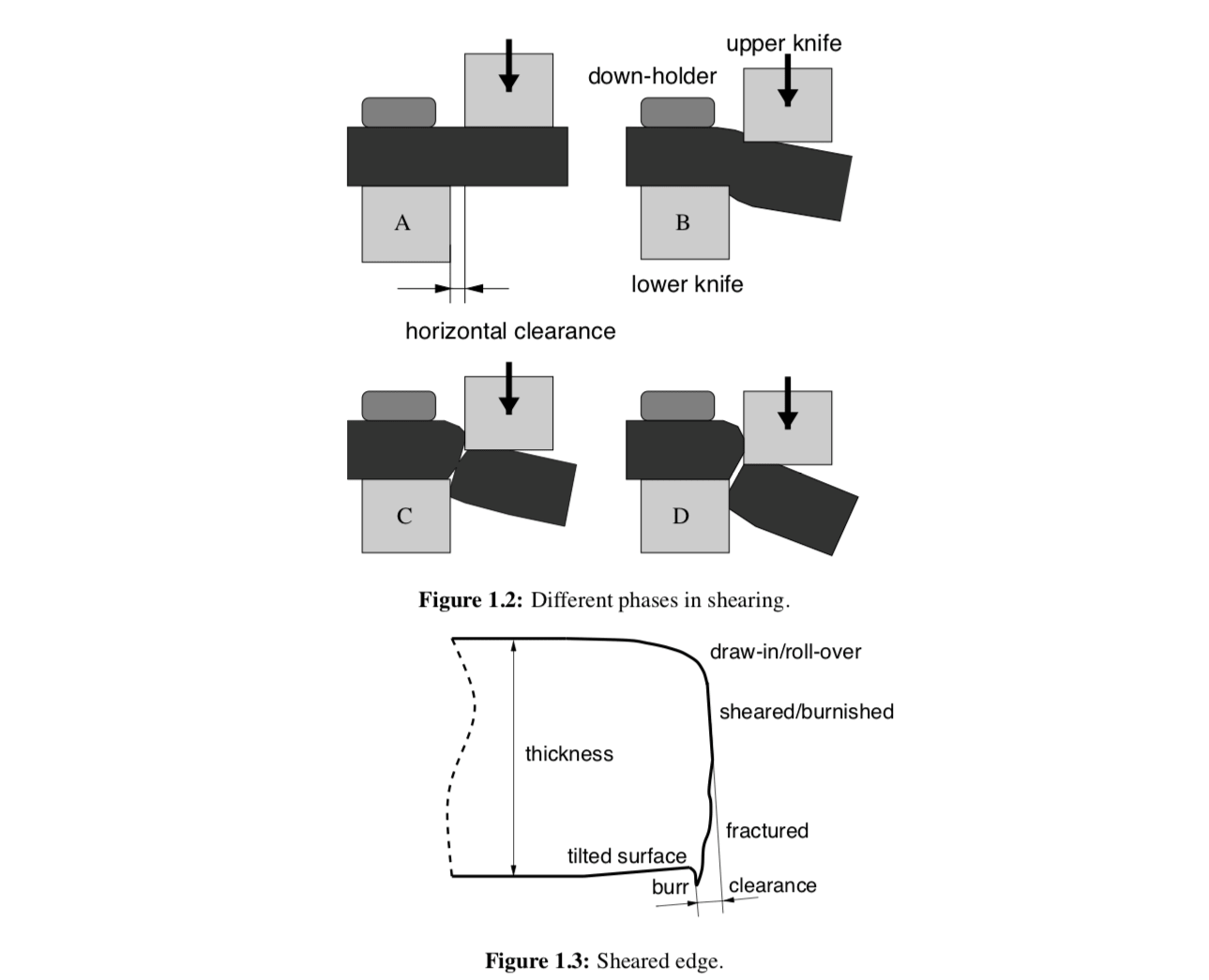
- A bending moment is applied to the sheet as the upper knife moves down. Bending of the sheet is prevented on one side by a down-holder. On the other side (under the moving upper knife) it is more difficult to prevent bending of the sheet and therefore such a device is generally omitted (compare left and right sides in Figure 1.2). The sheet is first elastically deformed, and with further downward displacement of the knife the deformation becomes plastic.
- The complete cross-section is plastically deformed. The material is drawn into the clearance area, forming a rounded draw-in (or roll-over), growing with increasing knife penetration. At larger knife penetrations the draw-in is accompanied by a smooth, burnished part, making contact with the knife. Due to bending, a tilted sur- face develops under the knife on the top face of the cut-off sheet.
- After some amount of plastic deformation cracks initiate at the edges of the lower or upper knife. The plastic deformation is now combined with the propagation of cracks in the material.
- The sheet is completely separated as the cracks eventually meet, which generally takes place before the knife has penetrated the complete thickness of the sheet. Be- sides a rough fractured part, burrs and slivers can be formed by the separation. The sheet will springback elastically due to the relaxation of internal stresses, when the tools are removed. Residual stresses can remain in the cut sheet after elastic spring- back.
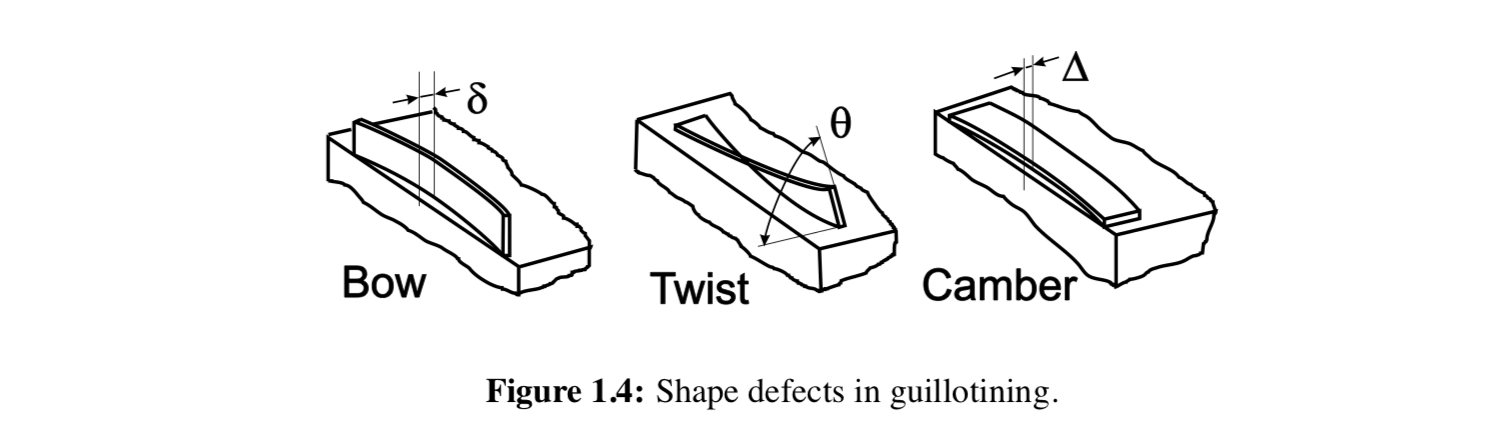
- The shearing deformation in guillotining is accompanied by a bending deformation, as the sheet has to conform to the inclination of the knife. Both deformations influence each other, leading to the development of shape defects (Figure 1.4), which increase with increasing rake angle and decreasing width of the cut-off strip.
A typical force-displacement curve of the shearing process is given in Figure 1.5 for orthog- onal shearing and guillotining. The force in orthogonal shearing (α 0) increases fast as the sheet is elastically deformed, and keeps increasing (although more slowly) due to strain hardening when the sheet becomes plastic, until the force reaches a maximum (Fmax). At this point the force increase due to strain hardening is in equilibrium with the cross-sectional area reduction. This is a geometrical instability similar to necking in a tensile test. Usu- ally after the maximum, real material softening, due to the development of internal damage or temperature increase by plastic dissipation, will lead to localization and crack initiation. The force will drop rapidly due to the propagating cracks that finally separate the parts.
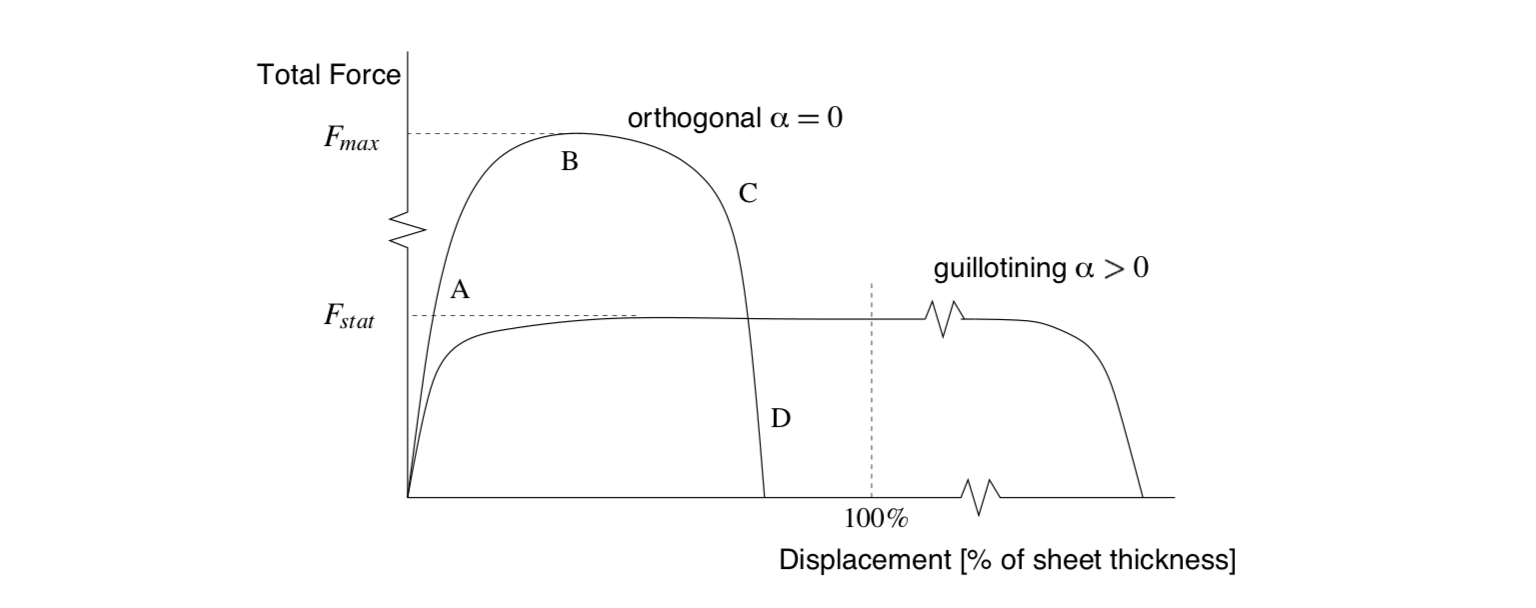
Figure 1.5: Typical force-displacement curves for orthogonal shearing and guillotining.
The maximum force in orthogonal shearing is proportional to the length of the cut, which leads to very high forces for long cuts. In guillotining (α 0) only a part of the sheet is cut at one time. Therefore, the stationary cutting force Fstat is independent of the length of the cut. For a given material the cutting force depends mainly on the rake angle and sheet thickness. An increasing rake angle leads to lower forces Fstat over larger displacements. The objective of a guillotining process is to cut the sheet with a certain edge quality (burr) and flatness with a limited force. Therefore, in practice the rake angle α varies between 0 5 and 3 as a compromise between the quality of the sheet and the required force.